

1. Mantenimiento de la válvula de compuerta
1.1 Los principales parámetros técnicos:
DN: NPS1”~ NPS28”
Número de pieza: CL150~CL2500
Material de las piezas principales: ASTM A216 WCB
Vástago: ASTM A276 410;Asiento—ASTM A276 410;
Cara de sellado—VTION
1.2 Códigos y estándares aplicables: API 6A, API 6D
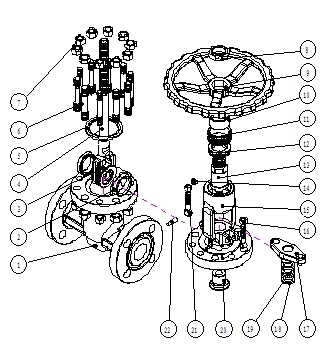
1.3 La estructura de la válvula (ver Fig.1)
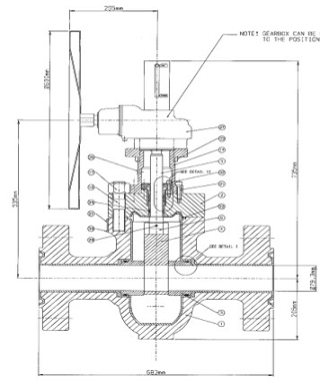
Fig.1 Válvula de compuerta
2. Inspección y mantenimiento
2.1: Inspección de la superficie exterior:
Inspeccione la superficie exterior de la válvula para verificar si hay algún daño y luego numere;Grabar un disco.
2.2 Inspeccionar la carcasa y el sellado:
Verifique si hay alguna situación de fuga y haga un registro de inspección.
3. Desmontaje de la válvula
La válvula debe estar cerrada antes de desmontar y aflojar los pernos de conexión.Deberá seleccionar la llave no ajustable adecuada para aflojar los pernos. Las tuercas se dañarán fácilmente con la llave ajustable.
Los pernos y tuercas oxidados deben empaparse con queroseno o removedor de óxido líquido;Verifique la dirección de la rosca del tornillo y luego gírelo lentamente.Las piezas desmontadas deben numerarse, marcarse y mantenerse en orden.El vástago y el disco de la compuerta deben colocarse en el soporte para evitar rayones.
3.1 Limpieza
Asegúrese de que las piezas de repuesto se limpien suavemente con un cepillo con queroseno, gasolina o agentes de limpieza.
Después de la limpieza, asegúrese de que las piezas de repuesto no tengan grasa ni óxido.
3.2 Inspección de repuestos.
Inspeccionar todos los repuestos y realizar un registro.
Elaborar un plan de mantenimiento adecuado según el resultado de la inspección.
4. Reparación de repuestos
Reparar las piezas de repuesto según los resultados de la inspección y el plan de mantenimiento;Reemplace las piezas de repuesto con los mismos materiales si es necesario.
4.1 Reparación de portón:
①Reparación de ranura en T: La soldadura se puede utilizar para reparar fracturas de ranura en T, corregir la distorsión de la ranura en T y soldar ambos lados con una barra de refuerzo.La soldadura de superficie se puede utilizar para reparar la parte inferior de la ranura en T.Utilizando un tratamiento térmico después de soldar para eliminar la tensión y luego utilizando la penetración PT para inspeccionar.
②Reparación de caída:
Caído significa el espacio o dislocación grave entre la cara de sellado de la puerta y la cara de sellado del asiento.Si la válvula de compuerta paralela cayó, puede soldar las cuñas superior e inferior y luego procesar el rectificado.
4.2 Reparación de la cara de sellado
La principal causa de fuga interna de la válvula es el daño en la cara de sellado.Si el daño es grave, es necesario soldar, mecanizar y esmerilar la cara de sellado.Si no es grave, sólo rechinamiento.La molienda es el método principal.
a.El principio básico de la molienda:
Unir la superficie de la herramienta abrasiva con la pieza de trabajo.Inyecte abrasivo en el espacio entre las superficies y luego mueva la herramienta de pulido para pulir.
b.Rectificado de la cara de sellado de la puerta:
Modo de molienda: funcionamiento en modo manual
Unte el abrasivo sobre la placa de manera uniforme, coloque la pieza de trabajo en la placa y luego gírela mientras muele en línea recta o en “8”.
4.3 Reparación del vástago
a.Si algún rasguño en la cara de sellado del vástago o en la superficie rugosa no puede coincidir con el estándar de diseño, se deberá reparar la cara de sellado.Métodos de reparación: rectificado plano, rectificado circular, rectificado de gasa, rectificado a máquina y rectificado cónico;
b.Si el vástago de la válvula está doblado >3%, procese el tratamiento de enderezamiento con una máquina rectificadora sin centro para garantizar el acabado de la superficie y la detección de grietas en el proceso.Métodos de alisado: alisado con presión estática, alisado en frío y alisado con calor.
C.Reparación de cabeza de potencia
Cabeza del vástago significa partes del vástago (esfera del vástago, parte superior del vástago, cuña superior, canal de conexión, etc.) conectadas con partes de apertura y cierre.Métodos de reparación: corte, soldadura, inserto de anillo, inserto de tapón, etc.
d.Si no puede cumplir con el requisito de inspección, debe reproducirlo con el mismo material.
4.4 Si hay algún daño en la superficie de la brida en ambos lados del cuerpo, se debe procesar el mecanizado para que coincida con el requisito estándar.
4.5 Se deben soldar ambos lados de la conexión RJ del cuerpo, si no pueden cumplir con los requisitos estándar después de la reparación.
4.6 Reemplazo de piezas de desgaste
Las piezas de desgaste incluyen juntas, empaquetaduras, juntas tóricas, etc. Prepare las piezas de desgaste de acuerdo con los requisitos de mantenimiento y haga un registro.
5. Montaje e instalación
5.1 Preparativos: Prepare repuestos reparados, empaquetaduras, empaquetaduras y herramientas de instalación.Ponga todas las piezas en orden;no te acuestes en el suelo.
5.2 Control de limpieza: Limpie las piezas de repuesto (fijación, sellado, vástago, tuerca, cuerpo, capó, yugo, etc.) con queroseno, gasolina o agente de limpieza.Asegúrate de que no haya grasa ni óxido.
5.3 Instalación:
Primero, verifique la muesca del vástago y la cara de sellado de la compuerta para confirmar la situación de conexión;
Purgue, limpie el cuerpo, el capó, la compuerta y la cara de sellado para mantenerlos limpios. Instale las piezas de repuesto en orden y apriete los pernos simétricamente.
Hora de publicación: 19 de mayo de 2022